|
1958 Vintage Crush 19385 tons
Allocation was 4184 tons to Wine and 15201 tons to Spirit. Ratio 21.58%
Average Baume 12.74°
Above is possibly 1958 vintage. I think Harry Foreman is talking with the truck driver.
Ivor Noske started as a cellar hand
On 9th July 1958 the Thompson and Carroll 50 square foot Autojet Filter was approved. The filter used diatomaceous earth as filtration medium. A layer of earth supported in water was used to precoat the filter screens and the wine with continual dosing of earth would be pumped through the filter screens building up a porous film. When the spaces between the screens was blocked with earth and solids the process would stop, the filter body drained of wine and water jets would wash away the compacted mass. Then the process would start again. I remember Alan Thompson installing and commissioning the unit after my return in 1959. A great improvement to our filtration operation.
Board meeting on 25th September 1958 records that No. 4 Cellar Installation was approved.
Following the close of the distillation season and the annual boiler servicing and the testing by an inspector of the Department of Labour and Industry, a decision was made to retire the Babcock and Wilcox water tube boiler that had been installed in 1927, to cater for the second Engelbrecht continuous still. By this time the oil fired Cleaverbrook boiler installed after the 1957 vintage was performing satisfactorily and together with the two Cornish boilers provided sufficient steam capacity to operate the distillation plant and supply the steam requirements of the Main Cellar.
Minutes of 12th November 1958 recorded that Mr. H. C. Foreman was to rescind Workshop Foreman's position and transfer to Main cellar Refrigeration operation. Herman Wierenga was appointed Workshop Foreman.
On 12th November 1958 H. J. Solly given approval to plaster finish the external surface of the red fermenter blocks. See Jim Mullins comments in stories.
Crusher Pit and Bins 6 & 7 were built.
COQ Roller/Destemmer installed.
Two Willmes Airbag Presses supplied by Industrial Supplies were installed
These presses were for the making of dry white and red table wines
ne 3 Tube Gasquet Ultracooler supplied and installed by White Engineering.
35 Ton Werner Ammonia Compressor installed by White Engineering.
1959 Vintage Crush 16468 tons
Allocation was 4892 tons to Wine and 11576 tons to Spirit. Ratio 29.71%
Average Baume 12.5°
First vintage in No. 4 Cellar.
  |
Seen here is Ivor Noske, foreman of No. 4 Cellar, below and the two Willmes Presses
|
Two Blocks of overhead skin tanks and free-run tanks below were built for the production of dry red table wine with the overhead open top tanks being fitted with heading down boards to allow fermentation to proceed with skin contact and the extraction of colour by the alcohol. In the centre of each tank was a square wooden tube and with the instrument consisting of a square foot with an upper "clack" valve, you would push the valve housing down into the liquid below the layer of skins trapped below the heading down boards and raise the valve and lift the fermenting juice out of the chute and it would flow onto the top of the boards and percolate down through the layer of skins. This was done several times a day. With the Ultracooler, the temperature of the fermenting must was maintained around 25° Centigrade. When the decision was made that sufficient colour extraction had been achieved the fermenting must would be gravitated to the tanks below where the fermentation would be completed, again maintaining the temperature at 25° Centigrade
 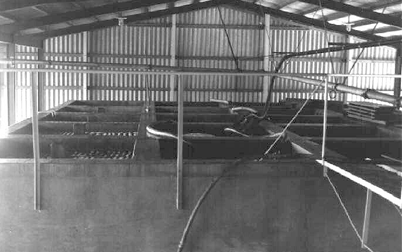 |
View of top of the red fermenters. On the left can be seen the froth bubbling through the heading down boards with the pump-over tube in the centre of the boards.
|
A timber rod with square section of timber and valve that fitted inside the pump-over tube was pushed down into the fermenting must opening the valve and letting the must through. Then you raised the rod, the valve closed and the must flowed over the top of the tube and onto the boards. This would be done several times a day and ferment would proceed until sufficient colour had been extracted
Ian McKenzie started as trainee winemaker
Pat Hennessey was Senior Excise Officer
Bob Rowe was vintage foreman in No. 1 Cellar
I returned to Berri in July 1959 as Chemist/Junior Winemaker after Doug. Collett had approached me and said Berri needed an extra person on the winemaking team. At this time Doug. Collett was Technical Manager/Winemaker and Brian Barry was Assistant Winemaker.
My first duty was to take over the analysis of wines and spirits and collect samples for tasting next morning.
High Density black polythene tubing which was benign to grape juice, fermenting wine and finished table and fortified wine.
At this time the distribution of products from within and from the various cellars was using 3 inch diameter copper pipelines. So in late 1959 we commenced removing the copper pipelines and replacing them with High Density polythene tubing.
During this year further 20,000 gallon steel storage tanks for distillation wine and fortifying spirit were installed. Block 1 was now 28 Tanks. Fortifying Spirit Storage Tanks 221 to 228 with a steel mesh surround were placed on a concrete slab against the rear south wall of the Bond Store. These new storage tanks enabled the removal of the last of the corrugated galvanised iron tanks storing fortifying spirit inside of the rear lower level in the Bond Store. The galvanised iron tanks were then used to collect rainwater that would be used to "break down" (dilute) ex-still brandy spirit prior to maturation in small wood. The usual strength was 135 degrees proof and this was reduced to 110 degrees proof.
Some 2 months before the 1960 vintage I was given the task to prepare a sampling grid of our shareholders to establish ripening periods of the grape crop by varieties, aspect, soil and irrigation practices of the shareholders. To build a system I consulted a soil map of the Renmark to Cobdogla region. The soils ranged from a Nookamka clay to a Winkie sand. A list was provided by Howard Penrhyn of our shareholders properties and with the soil map of the Upper Murray region I mapped out a selection of blocks based on variety, soil, type of irrigation and aspect. For the larger varietals I suggested we crush 500 tons of a particular variety from across the sampling grid. This proved to give a more accurate summation of the grape maturity level on that day and we could then forecast the ripening pattern given the prevailing weather and irrigation schedules for the shareholder districts. By this time the increase in table wine volumes demanded that we harvest at maximum maturity with respect to Baume, pH and resultant flavour. For fortified wines we were needing maximum sugar with a lesser requirement regards pH using the desired levels of alcohol and sulphur dioxide to prevent spoilage.
The other advantage of the system was the whole vintage intake plan could proceed smoothly and helped the shareholders that supplied a number of different grape varieties to plan their harvest.
The grape intake tonnages and time of delivery were decided by Doug Collett and Brian Barry and then Howard Penrhyn would liaise with the shareholders. It worked very well and over the 5 days of weekly intake during the busy period, we would comfortably process 300 tons per day. |




